Seven Common Heat Sink Manufacturing Processes
Heat sinks are essential components for thermal management in electronics, AI servers, power systems, RF devices, automotive equipment, and communication systems. Different heat sink manufacturing processes offer different advantages in thermal performance, cost, structure, precision, and production volume.
Heat sinks can be manufactured by CNC machining, extrusion, die casting, forging, stamping, wire EDM, and skiving.
Common Heat Sink Materials
The two most common materials used for heat sinks are copper and aluminum alloys. Copper has better thermal conductivity, typically around 380–420 W/m·K, while aluminum alloys usually range from 150–250 W/m·K.
Because of its excellent heat transfer performance, copper is widely used in high-end thermal management applications such as AI computing servers, high-power RF devices, high-end consumer electronics, GPUs, and CPUs.
Aluminum alloy heat sinks are more commonly used in applications where lightweight structure, cost control, and large-scale production are important, such as power systems, solar equipment, automotive electronics, and communication base stations.
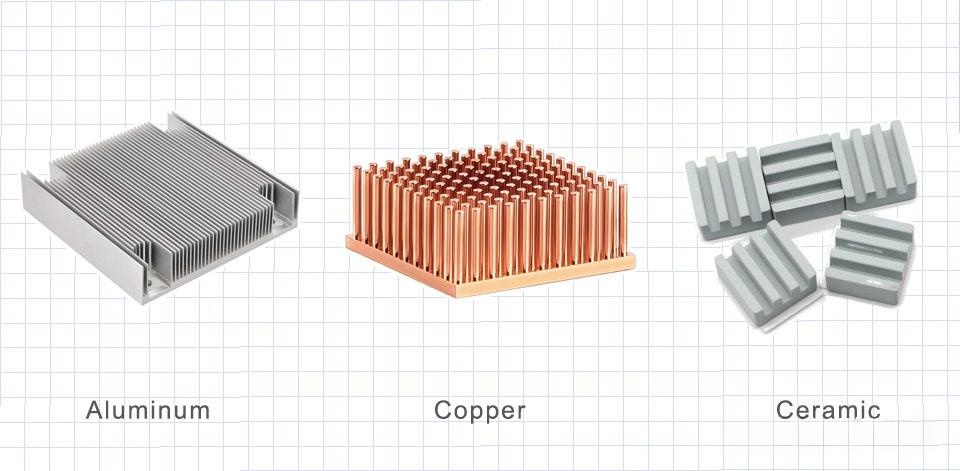
Copper provides higher thermal conductivity, while aluminum offers lightweight structure and better cost efficiency.
Choosing the right heat sink process depends on heat transfer requirements, structural complexity, production volume, material selection, and cost targets.
1. CNC Machining
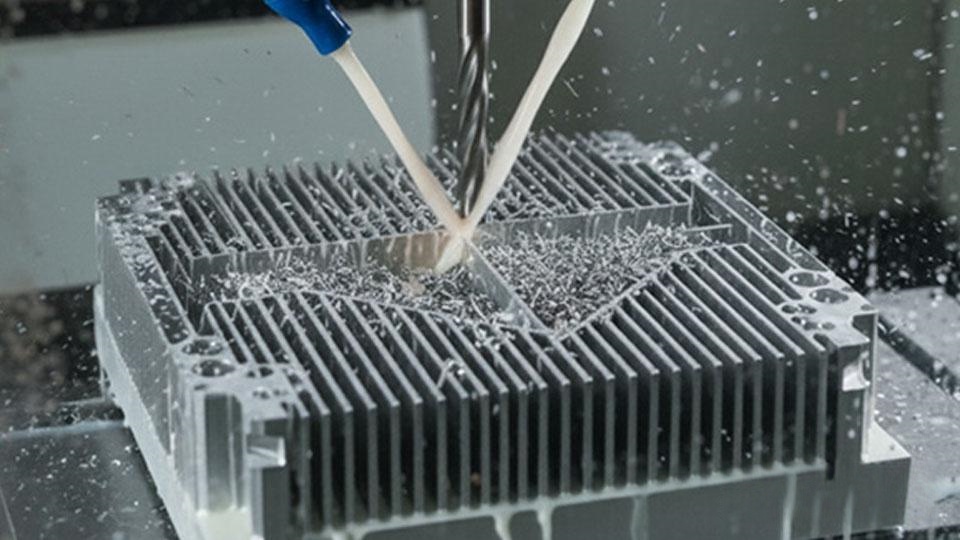
CNC machining is suitable for heat sink prototypes, precision bases, complex features, and low-volume production.
CNC machining begins with a digital 3D model created by engineers. CAM software converts the model into machine-readable instructions, usually G-code. The CNC system then controls the machine tool to perform milling, drilling, tapping, cutting, engraving, and other operations.
CNC is not a single process. It includes CNC milling, CNC turning, CNC drilling, CNC grinding, and CNC wire cutting. In heat sink manufacturing, CNC machining is often used for prototype development, precision base milling, flatness control, threaded holes, custom grooves, and complex structural features.
Multi-axis CNC machining is especially useful for high-end heat sink parts. Three-axis machining is suitable for basic top and side features. Four-axis machining adds rotary capability, while five-axis machining allows the cutting tool to approach the workpiece from multiple directions.
- High precision and repeatability
- Suitable for prototypes and custom parts
- Ideal for flatness control on heat sink bases
- Can machine complex features and mounting holes
- Higher material waste compared with forming processes
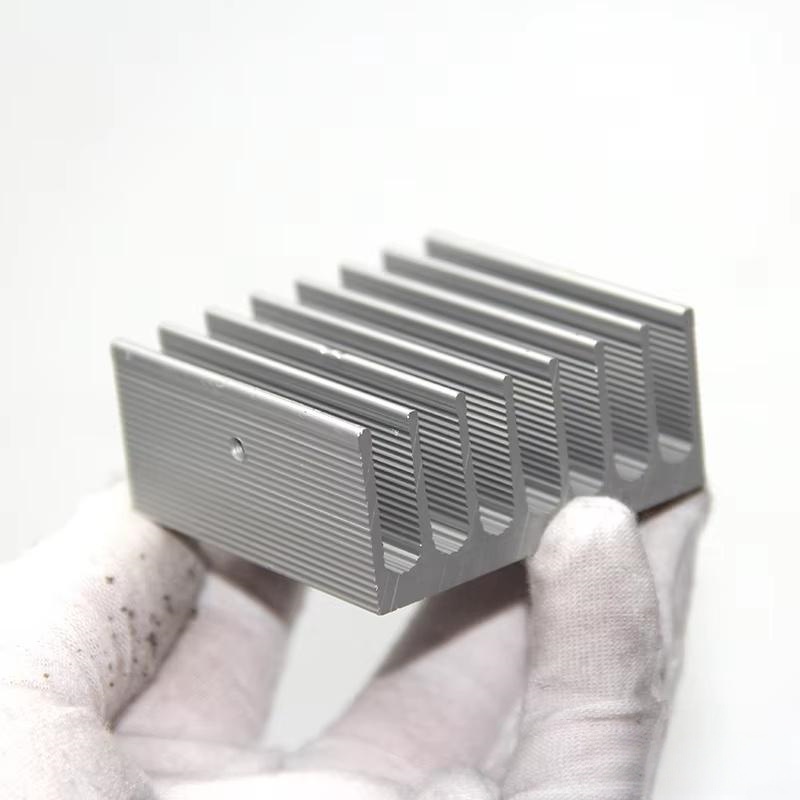
2. Aluminum Extrusion

Aluminum extrusion is one of the most common processes for producing standard heat sink profiles.
Aluminum extrusion heats aluminum billets to a softened state, usually around 400–500°C, while the material remains solid. A hydraulic press then forces the aluminum through a shaped die to create long profiles with consistent cross sections.
After extrusion, the profiles are cut to the required length and may undergo secondary machining such as CNC milling, drilling, tapping, or surface finishing.
This process is cost-effective and suitable for mass production. It is widely used for standard aluminum profile heat sinks, LED heat sinks, and many low-power CPU air cooling applications.
- Low cost for high-volume production
- Suitable for standard heat sink profiles
- Good dimensional consistency
- Limited fin height-to-thickness ratio
- Not suitable for extremely complex geometries
3. Die Casting

Die casting is suitable for integrated heat sink structures with complex shapes and compact designs.
Die casting melts aluminum alloy into a liquid state and injects it into a precision steel mold under high speed and high pressure. The molten metal cools and solidifies quickly inside the mold.
The biggest advantage of die casting is one-piece forming. It can manufacture complex and compact heat sink structures such as GPU cooling housings, integrated chip cooling modules, and electronic heat sink bodies.
However, die casting may produce internal porosity or shrinkage defects, which can reduce thermal conductivity compared with forged or skived structures.
- Good for complex integrated shapes
- High production efficiency
- Suitable for medium and large volume production
- Possible porosity and shrinkage defects
- Thermal performance may be lower than forged parts
4. Forging

Forged heat sinks provide dense material structure, good strength, and improved thermal performance.
Forging shapes heated aluminum alloy billets under high pressure using precision molds. Unlike die casting, the metal is not melted. Instead, it is plastically deformed into the desired shape.
Because the internal grain structure is compressed and refined during forging, forged heat sinks usually have higher strength and better thermal conductivity than die-cast parts.
Forging is often used where both mechanical strength and heat transfer performance are important.
- Dense internal structure
- High mechanical strength
- Better thermal performance than many die-cast parts
- Suitable for high-performance cooling parts
- Mold cost can be high
5. Stamping
Stamping is widely used for manufacturing heat sink fins, mounting brackets, fan clips, and metal covers.
Stamping is a cold-forming process that uses presses and dedicated dies to apply force to sheet metal. The material is cut, bent, or plastically deformed into the required shape.
In heat sink manufacturing, stamping is mainly used for two applications. The first is producing heat sink fins. Most dense fins found in mid-to-high-end air coolers are made by stamping.
Stamping also makes it possible to add functional features such as fin locks, airflow channels, weight reduction holes, mounting structures, and guide features.
The second application is producing structural and auxiliary parts, such as CPU mounting brackets, spring screw holders, fan clips, metal covers, and decorative plates.
- Extremely high production efficiency
- Very low unit cost after tooling is completed
- Excellent consistency in mass production
- High initial mold cost
- Only suitable for sheet metal parts
6. Wire EDM

Wire EDM is often used to manufacture precision mold inserts for heat sink fin stamping dies.
Wire EDM uses a continuously moving fine metal wire as an electrode. Through controlled spark discharge, the process locally melts and vaporizes conductive material to cut precise shapes.
Since the wire does not physically contact the workpiece, there is almost no cutting force. This makes wire EDM suitable for thin, delicate, and easily deformed parts. It can also machine very hard conductive materials.
In the heat sink industry, wire EDM is especially important for mold manufacturing. For example, progressive dies used for stamping heat sink fins require precise punches and die inserts made from hard tool steels such as SKD11 or DC53.
Wire EDM can cut sharp corners, tiny slots, and complex contours in hardened steel, making it a key process for producing high-precision stamping molds.
- Very high precision
- Suitable for hardened tool steel
- No direct cutting force
- Ideal for mold inserts and complex contours
- Machining speed is relatively slow
7. Skiving

Skiving creates thin fins directly from the base material, reducing thermal contact resistance.
Skiving is a special cutting process used to manufacture thin metal fins directly from a solid base. Unlike stamping, it does not separate the fin material from sheet metal. Unlike extrusion, it does not force material through a die.
Instead, a specially designed cutting tool slices and lifts the metal from the base, forming upright fins while keeping the fins connected to the original material.
The biggest advantage of skived heat sinks is zero thermal contact resistance. Since the fins and base are formed from the same piece of material, heat can transfer seamlessly from the base to the fins without mechanical joints, soldering, or bonding interfaces.
- Excellent thermal performance
- No thermal contact resistance between fins and base
- Strong integrated structure
- Flexible fin height and spacing design
- Suitable for high-power chips and liquid cooling cold plates
Surface Treatments for Heat Sinks
Untreated metal heat sinks may suffer from oxidation, corrosion, surface roughness, and reduced long-term durability. Surface treatment can improve corrosion resistance, wear resistance, appearance, insulation, and in some cases radiation performance.
Anodizing
Anodizing is widely used for aluminum heat sinks. It forms an oxide film on the aluminum surface through an electrochemical process, improving hardness, wear resistance, corrosion resistance, and electrical insulation.
Black anodizing is commonly used for CPU and GPU heat sink fins and bases. Compared with powder coating, anodizing usually has less impact on heat dissipation.
Electroplating
Electroplating applies a thin metal coating to the surface of a heat sink. Nickel plating offers good corrosion resistance and a clean silver appearance. Chrome plating provides high hardness and brightness. Silver plating has excellent thermal conductivity but is expensive and mainly used in high-end or special applications.
Micro-Arc Oxidation
Micro-arc oxidation is an advanced surface treatment developed from anodizing. It creates a ceramic-like oxide coating on aluminum, magnesium, or titanium alloys. It provides excellent hardness, wear resistance, corrosion resistance, and strong coating adhesion.
This process is suitable for demanding environments such as aerospace, military, and harsh industrial thermal management applications.
Conclusion
Each heat sink manufacturing process has its own advantages. CNC machining is flexible and precise. Extrusion is cost-effective for standard profiles. Die casting is suitable for complex integrated structures. Forging provides strength and thermal performance. Stamping is ideal for high-volume fins and sheet metal parts. Wire EDM is critical for precision mold manufacturing. Skiving offers excellent thermal transfer for high-performance applications.
For modern electronics, AI computing systems, high-power devices, and industrial thermal management, choosing the right heat sink process is essential for achieving reliable performance, cost control, and long-term product stability.
Need Custom CNC Machined Heat Sink Parts?
CNCTAL provides custom CNC machining services for aluminum and copper heat sinks, cold plates, liquid cooling components, thermal management parts, precision bases, and complex heat dissipation structures. Send us your CAD files or drawings for engineering review and quotation.
Request a QuoteFAQ About Heat Sink Manufacturing Processes
What is the most common heat sink manufacturing process?
Aluminum extrusion is one of the most common processes for standard heat sinks because it is cost-effective and suitable for mass production.
Which heat sink material has better thermal conductivity?
Copper has better thermal conductivity than aluminum alloy, but aluminum is lighter, more cost-effective, and easier to process for many applications.
When should CNC machining be used for heat sinks?
CNC machining is suitable for prototypes, custom heat sinks, precision bases, flatness control, threaded holes, complex features, and low-volume production.
What is the advantage of skived heat sinks?
Skived heat sinks have integrated fins and bases made from one piece of material, which reduces thermal contact resistance and improves heat transfer efficiency.