Why Deburring Cross Holes in AI Liquid Cooling Connectors Is So Difficult — And How Advanced CNC Manufacturers Solve It
As AI servers and high-performance computing systems continue to grow rapidly, the demand for CNC machined liquid cooling connectors is exploding. However, behind every precision cooling fitting lies one of the most difficult hidden challenges in machining: internal cross-hole deburring.

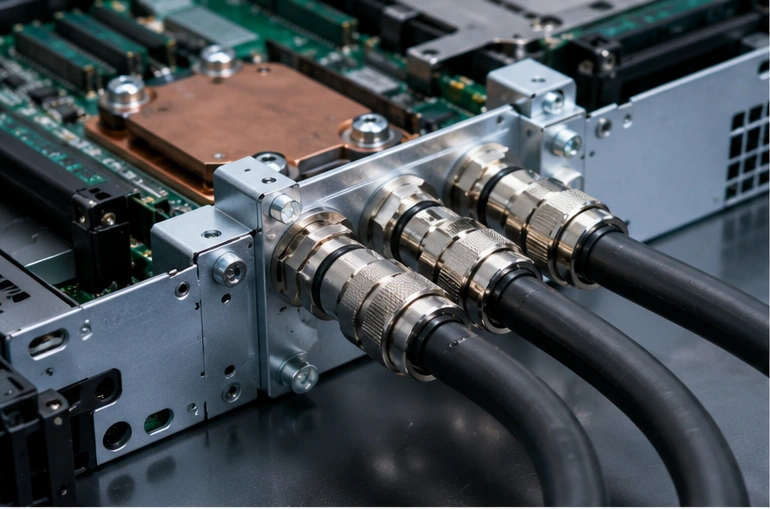
Precision CNC machined liquid cooling connectors for AI server and data center applications.
Recently, orders for AI liquid cooling connectors have increased dramatically. With the rapid expansion of AI computing infrastructure, GPU servers, and high-density data centers, liquid cooling systems are becoming a core technology for thermal management.
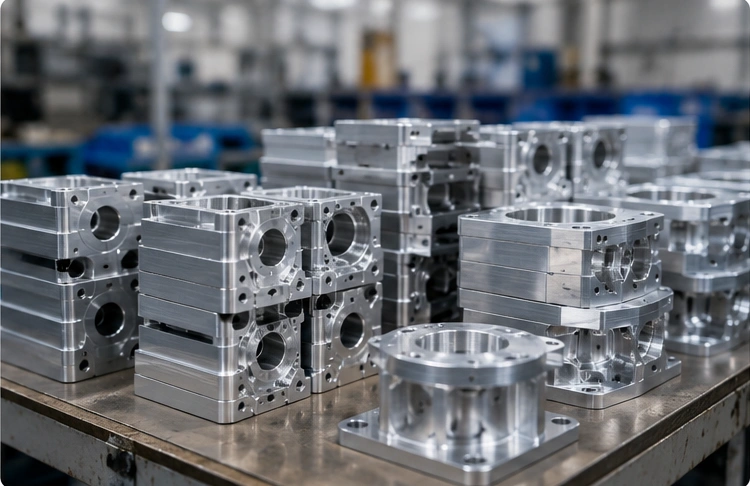
For CNC machining factories, this market brings both huge opportunities and extremely high manufacturing requirements. At first glance, these cooling connectors may look like ordinary precision fittings. In reality, they are among the most demanding components in modern precision machining.
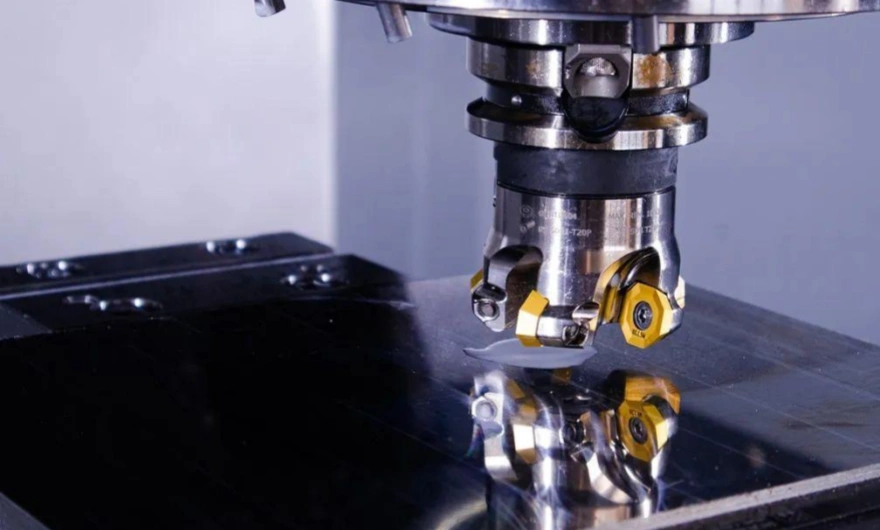
CNC turn-mill machining centers can easily achieve impressive external tolerances. Flatness on sealing surfaces is commonly controlled within 0.03 mm, while surface roughness can reach Ra 0.4–0.8 μm. These numbers look excellent on inspection reports.
However, the real challenge is often hidden deep inside the part.
Different AI server manufacturers may require different connector structures, but they all share one strict requirement: absolutely zero burrs inside internal cross holes and flow channels.
The Hidden Problem Inside Liquid Cooling Connectors
Modern liquid cooling connectors contain complex internal flow paths. During machining, multiple drilling operations intersect inside the component, creating difficult internal cross holes and sharp internal edges.
Burrs generated in these hidden areas are extremely dangerous for liquid cooling systems. Even microscopic metal debris may cause:
- Coolant contamination
- Flow instability
- Seal failure
- Pump damage
- Micro-channel blockage
- Reduced cooling efficiency
- Long-term reliability problems
The biggest problem is that these internal cross holes are almost impossible to access manually. Operators cannot see inside clearly, traditional tools cannot reach deep internal intersections, and hand deburring becomes highly unreliable.
This issue has become a major bottleneck for many machining factories trying to enter the AI liquid cooling supply chain.

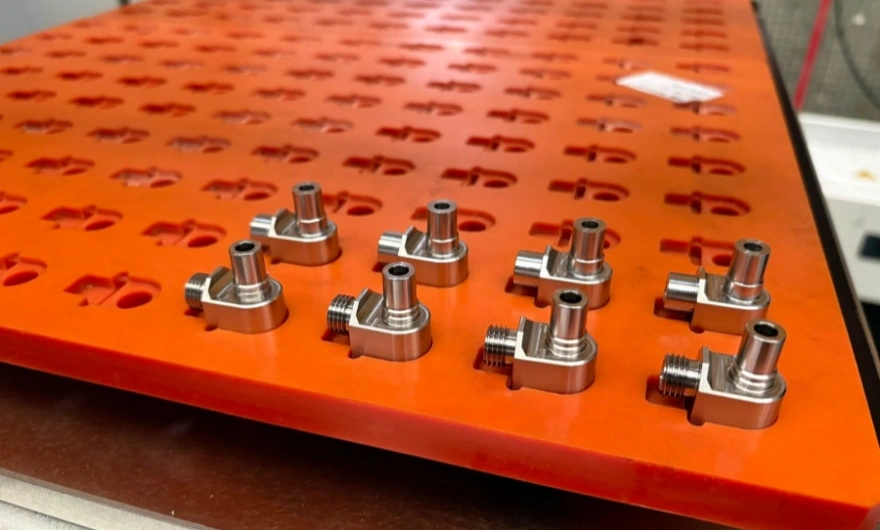
Internal cross-hole deburring is one of the most critical processes in liquid cooling connector manufacturing.
Why Traditional Deburring Methods Often Fail
Traditional deburring methods work well on accessible surfaces, but liquid cooling connectors present a completely different challenge. Internal intersections may be deep, narrow, curved, or hidden behind multiple passages.
Conventional tools simply cannot reach these internal dead corners consistently. Even if some burrs are removed, unstable manual processes may still leave residual particles inside the component.
For AI liquid cooling applications, “almost clean” is not acceptable. The internal flow path must be completely clean and smooth.
How Abrasive Flow Machining Solves the Problem
To solve this challenge, advanced CNC manufacturers are increasingly using abrasive flow machining (AFM), also known as abrasive media flow technology.
This process uses a semi-fluid abrasive media that can flow directly through complex internal channels and cross holes. Unlike rigid cutting tools, the abrasive flow material can enter areas that tools and human hands simply cannot reach.
Key Advantages of Abrasive Flow Deburring
- Flexible contact: The semi-fluid abrasive media creates gentle polishing action without damaging precision sealing surfaces.
- No impact on dimensional accuracy: High-precision machined areas remain protected during the deburring process.
- Excellent internal finishing: Internal channels become smoother and cleaner.
- Higher efficiency: Multiple internal burrs can be removed quickly in a single operation.
- Improved flow performance: Smoother internal passages help optimize coolant flow.
After abrasive flow processing, the internal cross-hole edges become smooth and rounded. Under microscopic inspection, visible burrs are almost completely eliminated.
This is often the final critical step that determines whether a liquid cooling connector is truly ready for inspection by major AI cooling system manufacturers.
The Future of Precision Machining for AI Liquid Cooling
As AI computing power continues to increase, the liquid cooling industry is entering a period of explosive growth. The machining requirements for cooling connectors, manifolds, cold plates, and internal flow components are becoming increasingly demanding.
For CNC machining companies, success is no longer defined only by external appearance or basic dimensional accuracy. The real competitive advantage now lies in controlling hidden internal quality details that cannot easily be seen by the naked eye.
In the AI liquid cooling industry, internal burr control is not just a finishing process — it is a reliability standard.
Internal cross-hole deburring is one of the most critical processes in liquid cooling connector manufacturing.
Need Precision CNC Machined Liquid Cooling Connectors?
CNCTAL provides custom CNC machining for AI liquid cooling fittings, manifolds, cold plates, precision connectors, and complex internal flow components. From rapid prototyping to precision production, we help customers achieve high cleanliness and reliable internal flow quality.
Request a QuoteFAQ About CNC Machined Liquid Cooling Connectors
Why are burrs inside liquid cooling connectors dangerous?
Internal burrs may contaminate coolant systems, block micro channels, damage pumps, reduce cooling efficiency, and affect long-term reliability.
What materials are commonly used for liquid cooling connectors?
Aluminum, copper, stainless steel, and brass are commonly used depending on thermal performance, corrosion resistance, and structural requirements.
What is abrasive flow machining?
Abrasive flow machining is a process that uses semi-fluid abrasive media to polish and deburr internal channels, cross holes, and complex flow paths.
Why is internal cleanliness important for AI liquid cooling systems?
AI cooling systems require extremely stable coolant flow. Internal debris or burrs may lead to system instability, leakage risks, or reduced cooling performance.