Automation Fixture Parts CNC Machining Case Study
Custom CNC machined automation fixture parts for fixture plates, positioning blocks, jigs, workholding components and assembly fixtures requiring accurate hole positions, flatness and reliable repeat positioning.
- Fixture plates, base plates, mounting plates and tooling blocks
- Positioning blocks, locating surfaces, dowel pin holes and threaded holes
- Jig components, workholding parts and inspection fixture components
- CNC milling, drilling, reaming, tapping, finishing and inspection support
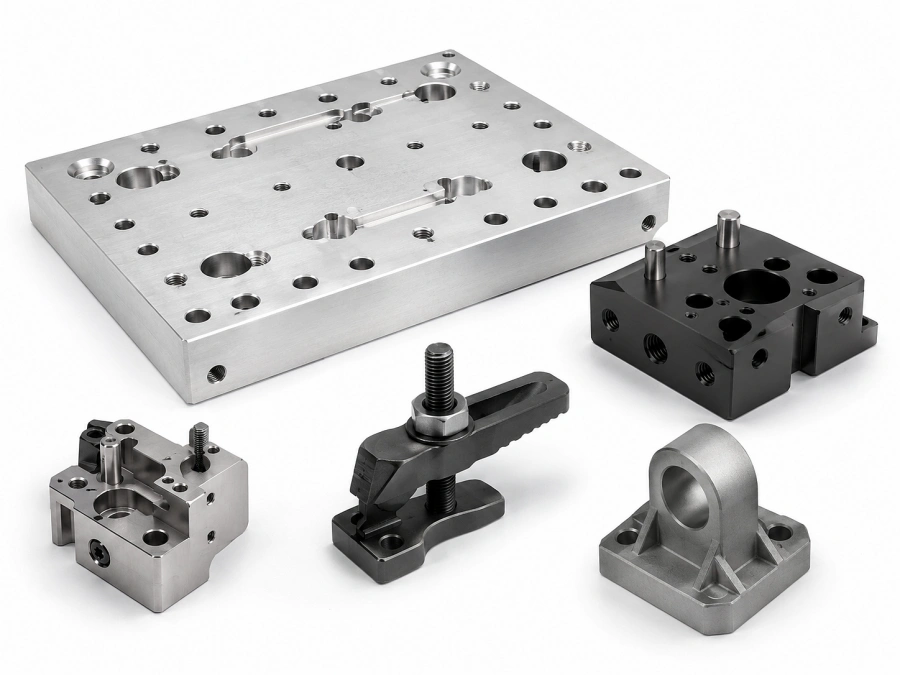
CNC Machined Fixture Parts for Automation Equipment
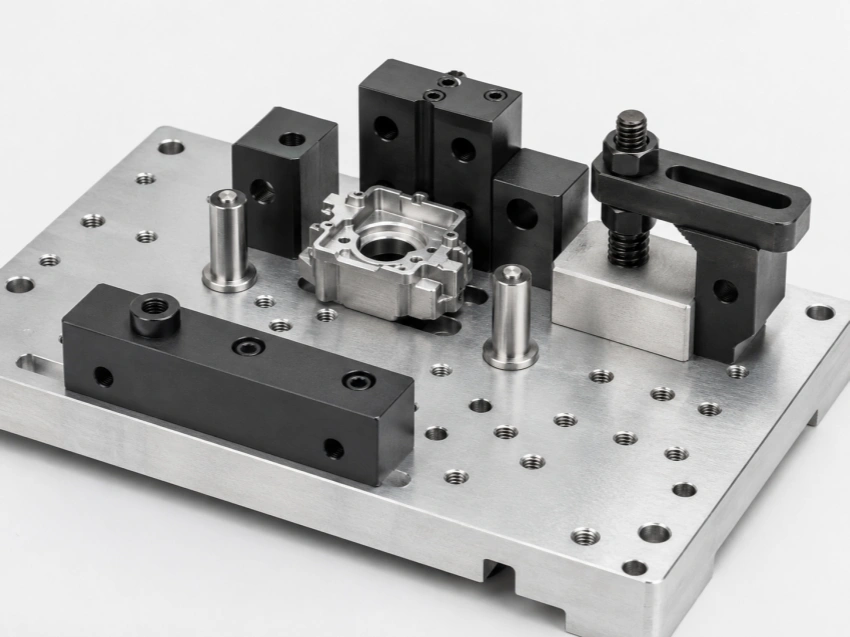
This case study focuses on custom automation fixture parts produced by CNC milling, drilling, reaming and tapping. These components are used to locate, support, clamp, assemble or inspect parts in automated equipment. The key requirements are accurate hole positions, stable datum surfaces, reliable dowel pin holes and consistent assembly fit.
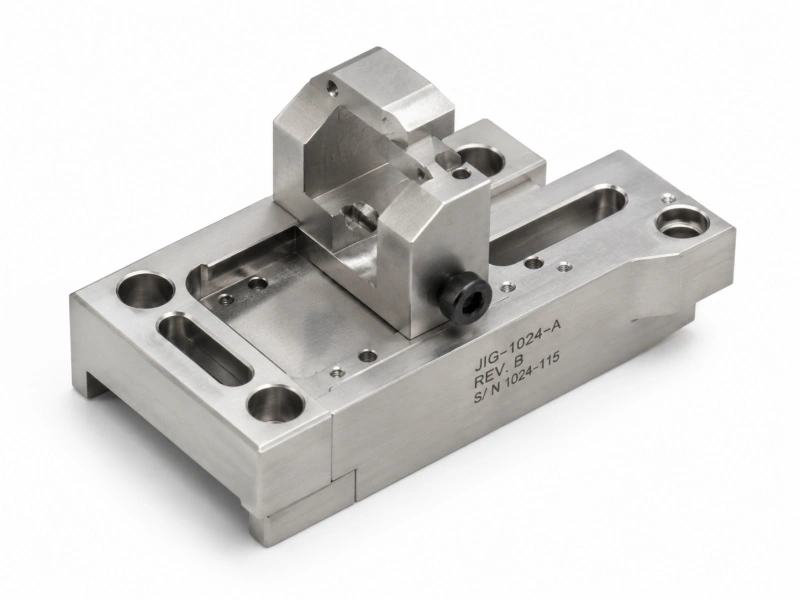
Custom fixture plates, base plates, tooling blocks, mounting plates and support components for automation equipment and assembly stations.
Parts used in assembly fixtures, inspection fixtures, robotic workholding, testing equipment and custom industrial automation systems.
CNC milling for plates and locating surfaces, drilling and reaming for pin holes, and tapping for threaded mounting holes.
Accurate hole patterns, dowel pin holes, threaded holes, flat faces, pockets, chamfers and locating features for repeatable fixture setup.
Fixture parts need reliable datum faces, locating holes and contact surfaces to keep parts positioned the same way during assembly or testing.
Mounting holes, threaded holes and dowel pin holes must match the assembly layout to avoid fixture adjustment problems.
CNC machining is suitable for custom fixture parts, engineering changes, replacement tooling components and small batch automation projects.
Typical Automation Fixture Parts We Machine
CNCTAL manufactures custom CNC machined fixture parts for automation equipment, including fixture plates, positioning blocks, jig components, workholding parts, inspection fixture components and custom tooling parts.

Fixture Plates
CNC machined fixture plates, base plates, mounting plates and tooling plates with accurate hole patterns, threaded holes, counterbores and flat mounting faces.

Positioning Blocks
Custom positioning blocks, locating blocks, stop blocks and support blocks used to control part location, height, direction and repeat assembly fit.
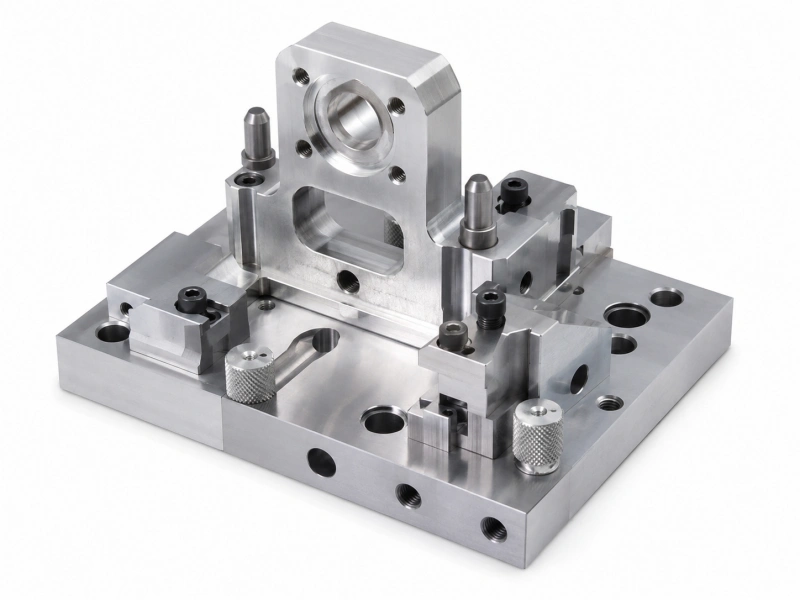
Jig Components
Guide blocks, clamp blocks, support pieces, locating pins, small brackets and custom jig components for assembly, drilling, testing and production fixtures.

Workholding Fixture Parts
CNC machined clamping blocks, pressure plates, support structures and holding components used to keep workpieces stable during assembly or machining operations.
Inspection Fixture Components
Measuring supports, checking fixture bases, locating blocks and custom inspection components used for repeatable part inspection and quality control.
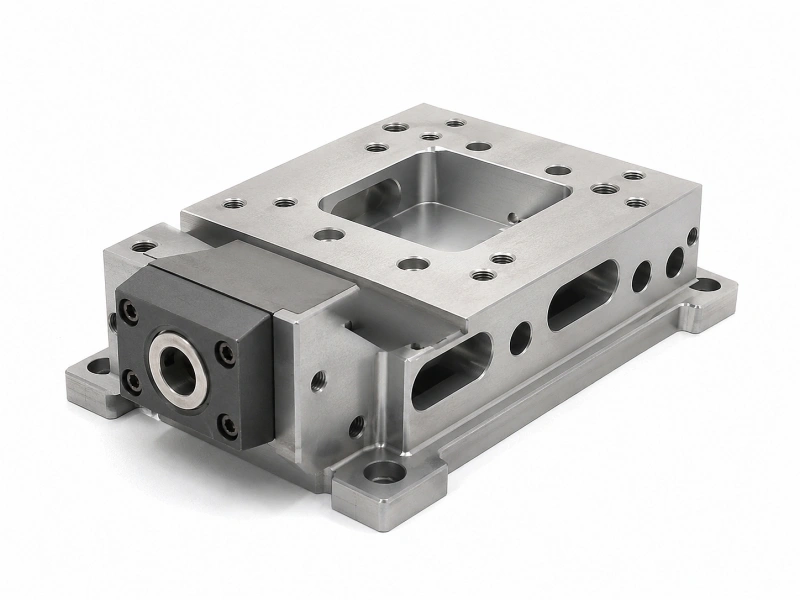
Custom Automation Tooling Parts
Non-standard tooling components, mounting blocks, adapter plates, transition brackets and fixture hardware based on customer drawings and assembly requirements.
Challenges in Machining Automation Fixture Parts
Automation fixture parts are usually not decorative parts. Their value comes from accurate locating, stable assembly fit and repeatable positioning. Small errors in hole location, pin fit or flatness can affect the whole fixture setup.
- Flatness of Fixture Plates Base plates, tooling plates and mounting plates need stable flat surfaces so fixture components can be assembled without rocking or alignment issues.
- Accurate Hole Positions Multi-hole patterns, counterbores, threaded holes and mounting holes must match the assembly layout to avoid adjustment problems during installation.
- Dowel Pin Hole Fit Locating pin holes, reamed holes and datum holes need controlled size and position because they directly affect repeatable fixture positioning.
- Locating Surface Accuracy Stop faces, support steps, reference edges and contact surfaces must be machined cleanly to help the fixture hold parts in the correct position.
What We Review Before Machining Fixture Components
Main reference faces, locating edges, assembly datums and inspection bases.
Mounting holes, counterbores, threaded holes, clearance holes and pitch accuracy.
Dowel pin holes, reamed holes, press-fit holes and repeat positioning features.
Locating faces, support pads, stop blocks, clamp contact areas and wear surfaces.
Aluminum, steel, stainless steel, POM or other materials based on load and wear.
Anodizing, black oxide, plating, bead blasting or as-machined finish requirements.
CNC Milling, Drilling and Tapping Solutions for Fixture Parts
Automation fixture parts require controlled machining around datum faces, hole patterns, dowel pin holes, threaded holes and locating surfaces. CNCTAL combines CNC milling, drilling, reaming, tapping, finishing and inspection to support custom fixture projects.
From Fixture Plate Machining to Final Assembly Fit
Most automation fixture parts start with CNC milling to create the outside shape, flat mounting surfaces, datum faces, pockets and locating steps. Drilling, reaming and tapping are then used for hole patterns, dowel pin holes and threaded mounting points.
For fixture components, machining quality is mainly judged by repeatable positioning. Hole locations, pin hole fit, flatness, perpendicularity and contact surfaces must work together so the fixture can be assembled and adjusted with less risk.
- Fixture plates with accurate hole patterns and flat mounting faces
- Positioning blocks with datum faces, steps and locating features
- Reamed dowel pin holes and threaded holes for repeatable assembly
- Deburring, chamfering and finishing for safe handling and clean installation
CNC Milling
Used for fixture plates, tooling blocks, locating surfaces, pockets, support steps, clamp faces and custom external geometry.
Drilling and Reaming
Supports mounting holes, clearance holes, dowel pin holes, reamed holes and accurate multi-hole patterns for fixture assembly.
Tapping Threaded Holes
Threaded mounting holes, clamp screw holes and adjustment holes are machined according to drawing thread standards and depth requirements.
Datum Surface Machining
Locating faces, support pads, stop faces and reference edges are machined carefully because they affect repeat positioning and fixture setup.
Chamfering and Deburring
Hole edges, threaded entrances, pockets and outside edges are deburred for safe handling, cleaner assembly and reduced part damage.
Surface Finishing
Anodizing, black oxide, nickel plating, zinc plating, bead blasting or as-machined finish can be reviewed based on material and fixture use.
Materials and Surface Finishes for Automation Fixture Parts
Automation fixture parts are selected by function. Some components need lightweight aluminum for faster handling, while others require steel, stainless steel or engineering plastics for wear resistance, corrosion resistance or part protection.
A practical material for fixture plates, mounting plates, tooling blocks and lightweight automation fixture components.
- Good machinability
- Lightweight for fixture handling
- Suitable for anodizing
- Common for prototype and batch fixtures
Used when fixture components need higher strength, better rigidity or more stable positioning than standard aluminum parts.
- Higher strength than 6061
- Good for compact fixture blocks
- Useful for locating components
- Reviewed based on load and wear
A strong choice for positioning blocks, clamp parts, support blocks and fixture components that need better wear resistance.
- Good rigidity
- Suitable for clamp and support parts
- Better wear resistance than aluminum
- Can be black oxide or plated
Suitable for fixture parts used in medical device assembly, laboratory equipment, wet environments or clean industrial applications.
- Good corrosion resistance
- Suitable for clean environments
- Durable for repeated use
- Used for pins, blocks and contact parts
A useful engineering plastic for fixture contact parts that need low friction or protection against scratching finished workpieces.
- Low friction
- Good dimensional stability
- Helps protect cosmetic parts
- Suitable for soft contact blocks
Brass or copper inserts can be reviewed for selected fixture components requiring conductivity, softer contact surfaces or special assembly functions.
- Useful for conductive contact parts
- Can reduce damage on harder parts
- Suitable for selected insert designs
- Reviewed based on fixture function
Material Choice Depends on Fixture Function
A fixture plate may need lightweight aluminum, while a locating block or clamp part may need steel for better wear resistance. For cosmetic or delicate workpieces, POM contact parts can help reduce scratches. The best material should be selected based on load, contact area, repeat use, environment and assembly requirements.
Common Surface Finish Options
- As-machined finish
- Clear anodizing
- Black anodizing
- Hard anodizing
- Black oxide
- Nickel plating
- Zinc plating
- Bead blasting
Tolerances and Inspection for Fixture Components
Automation fixture parts are inspected around the features that control repeatable positioning: hole location, dowel pin fit, threaded holes, flatness, datum faces and contact surfaces.
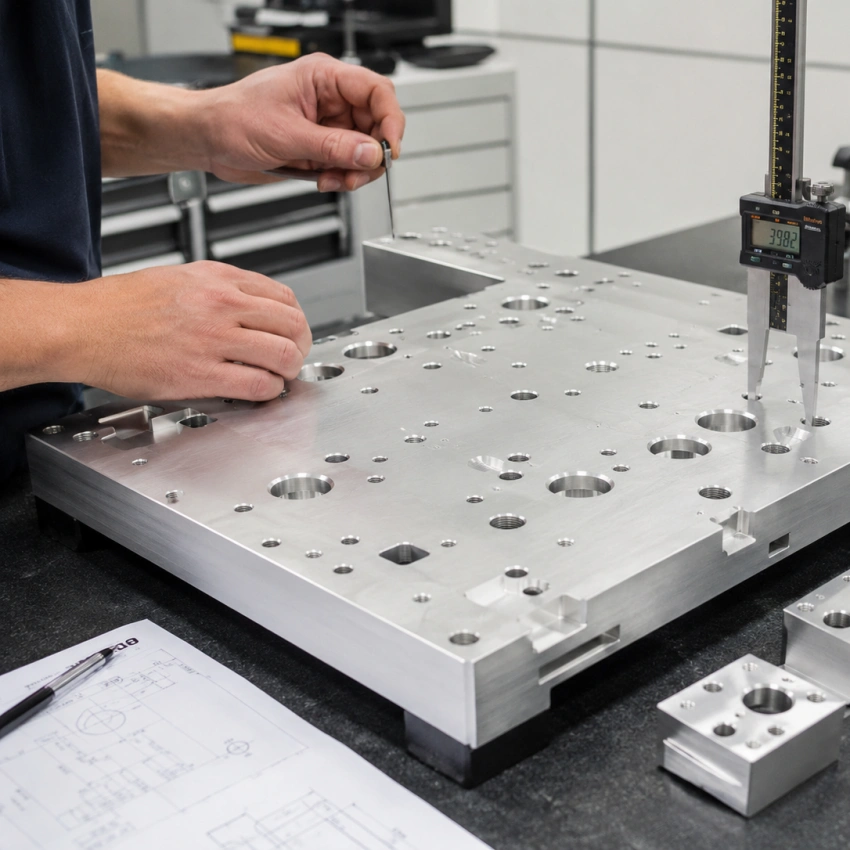
Typical Inspection Points for Automation Fixture Parts
| Hole Position | Mounting holes, clearance holes, counterbores and multi-hole patterns are checked against the drawing to support fixture assembly. |
|---|---|
| Dowel Pin Holes | Reamed holes, locating pin holes and press-fit holes are reviewed for size, position and fit because they affect repeatable positioning. |
| Threaded Holes | Thread depth, thread quality, hole entrance chamfer and screw engagement are checked for mounting and clamping reliability. |
| Flatness | Fixture plates, mounting faces, support surfaces and assembly bases are checked when flatness affects installation or fixture setup. |
| Parallelism | Opposite faces, support pads, spacer faces and plate surfaces are reviewed when parallelism affects stack-up or assembly height. |
| Perpendicularity | Locating faces, side faces, vertical blocks and fixture reference edges are checked when they control part orientation. |
| Datum Surfaces | Main reference faces, stop faces, support steps and contact surfaces are inspected according to the assembly function. |
| Edge Deburring | Holes, pockets, slots, threaded entrances and outside edges are deburred for safe handling and cleaner assembly. |
Hole Pattern Control
Fixture plates and tooling blocks are checked for hole location, counterbores, threaded holes and assembly layout accuracy.
Datum and Flatness Review
Reference faces, flat mounting surfaces and locating areas are reviewed because they affect fixture alignment and repeatability.
Pin Hole Fit Check
Dowel pin holes and reamed holes are checked carefully when the fixture depends on repeatable positioning.
Applications for CNC Machined Automation Fixture Parts
CNC machined fixture parts are used in automation equipment, assembly stations, robotic workholding, inspection systems and production tooling where stable locating, accurate hole patterns and repeatable setup are important.
Custom Fixture Components for Automation Projects
Automation fixture parts help machines hold, locate, inspect and assemble parts in a repeatable way. A fixture plate, positioning block or clamp component may look simple, but its hole positions, datum faces and contact surfaces directly affect production stability.
CNCTAL supports fixture components for prototype automation builds, machine upgrades, replacement tooling, small batch fixture sets and repeat production equipment.
Assembly Automation
Fixture plates, locating blocks, support blocks and clamp parts used in automated assembly stations and custom production equipment.
Robotic Workholding
Workholding fixture parts, adapter plates, robot end tooling components and positioning blocks for robotic loading, handling and assembly systems.
Inspection & Testing Equipment
Inspection fixture bases, checking supports, locating blocks and test fixture components used for repeatable measurement and quality control.
Electronics Manufacturing Fixtures
Custom fixture plates, soft contact blocks, positioning parts and support components for electronic assemblies, small housings and precision modules.
Medical Device Assembly Fixtures
Stainless steel, aluminum and plastic fixture components for clean assembly, controlled positioning and repeat inspection in medical device production.
Packaging & Production Equipment
Guide blocks, mounting plates, spacer blocks, tooling brackets and custom fixture components for packaging machinery and production line equipment.
Project Results and Manufacturing Benefits
CNC machining helps automation equipment builders produce fixture parts with stable positioning, accurate hole patterns and reliable assembly fit. For fixture plates, positioning blocks and workholding parts, the main value is repeatability during assembly, testing and production use.
- Accurate fixture plates, positioning blocks and jig components for repeatable automation setup.
- Controlled hole patterns, threaded holes and dowel pin holes to support reliable fixture assembly.
- Stable datum faces, locating surfaces and contact areas for better part positioning.
- Material options for aluminum, steel, stainless steel and engineering plastic fixture components.
- Flexible support for prototype fixtures, machine upgrades, replacement tooling and small batch production.
Available depending on material, geometry, part size and machining setup.
Hole positions, pin holes, threads, datum faces and flatness checked before shipment.
Aluminum, steel, stainless steel, POM and other fixture materials can be reviewed.
Supports engineering samples, fixture modifications and repeat tooling components.
Automation Fixture Parts CNC Machining FAQs
Common questions about CNC machined automation fixture parts, fixture plates, positioning blocks, jig components, workholding parts and inspection fixture components.