How Leak-Proof Liquid Cooling Connectors Are Manufactured
Leak-proof liquid cooling connectors require precision CNC machining, accurate O-ring grooves, controlled surface finish, reliable thread machining, and strict inspection before they can be used in AI servers and data center cooling systems.
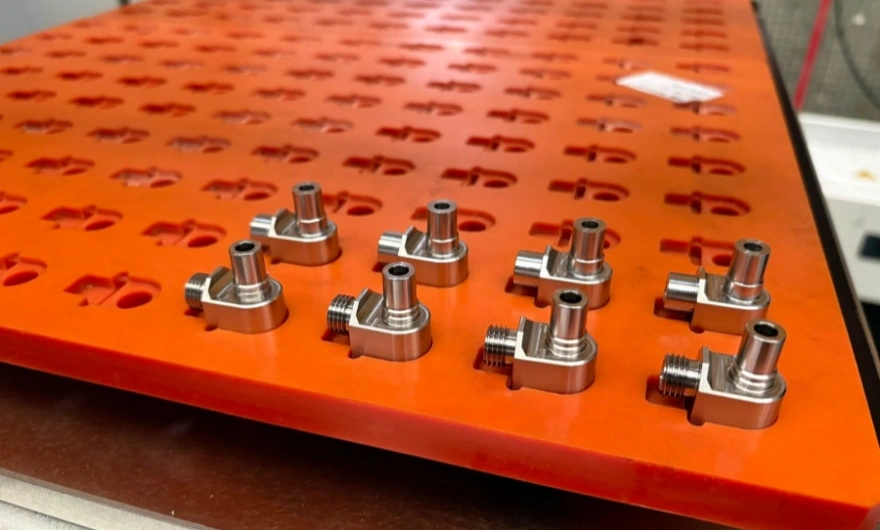
As AI computing continues to push server performance higher, liquid cooling systems are becoming essential in modern data centers. Behind these systems are thousands of small but critical connectors responsible for moving coolant safely between cold plates, manifolds, pumps, and cooling distribution units.
For liquid cooling connectors, one requirement matters more than anything else: they must not leak.
A tiny leak can cause coolant loss, equipment damage, downtime, and expensive maintenance. Manufacturing leak-proof liquid cooling connectors is not just about making a metal fitting. It requires careful design, material selection, precision CNC machining, sealing control, cleaning, inspection, and testing.

Why Leak-Proof Connectors Are Critical in AI Liquid Cooling Systems
Modern AI servers generate far more heat than traditional computing systems. To maintain stable operating temperatures, liquid cooling systems circulate coolant through cold plates, manifolds, pumps, and distribution units.
Liquid cooling connectors act as the interface between these components. They need to connect securely, maintain pressure, prevent leakage, and support long-term operation in high-value data center infrastructure.
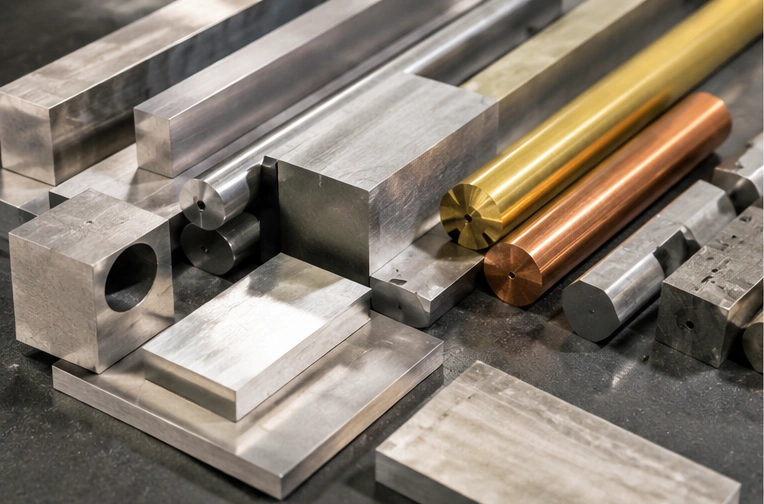
Step 1: Selecting the Right Material
The manufacturing process begins with material selection. The best material depends on coolant chemistry, pressure, corrosion resistance, strength, weight, and cost.
| Material | Advantages | Typical Applications |
|---|---|---|
| Aluminum 6061 | Lightweight, good machinability, cost-effective, good corrosion resistance | Connector bodies, cooling blocks, manifolds |
| Brass | Good sealing performance, stable machining, good corrosion resistance | Threaded fittings, quick-disconnect connectors, valve parts |
| Stainless Steel 304 | Good strength and corrosion resistance | Industrial liquid cooling connectors and adapters |
| Stainless Steel 316L | Better chemical resistance and long service life | High-end or specialized coolant systems |

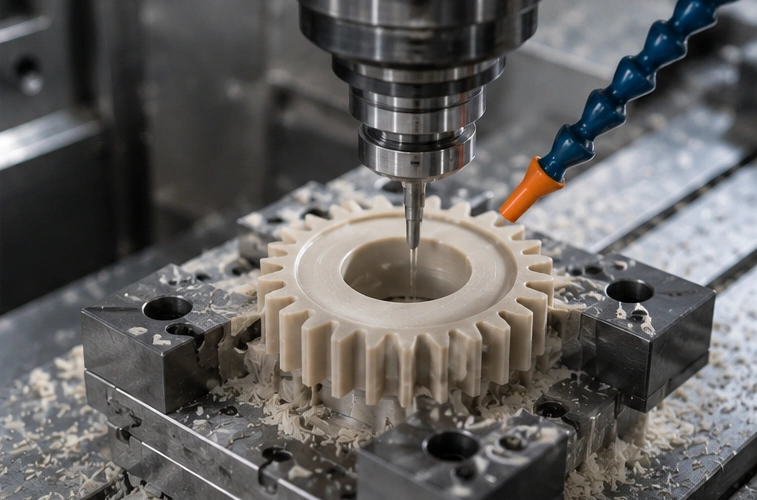
Step 2: Precision CNC Machining the Connector Body
Most liquid cooling connectors are made by CNC turning, CNC milling, or a combination of both. Connector bodies may include external threads, internal threads, precision bores, O-ring grooves, sealing shoulders, wrench flats, and internal coolant passages.
CNC Turning
CNC turning is commonly used to machine round connector bodies, external diameters, internal bores, sealing shoulders, and thread profiles. Good concentricity is important for stable sealing performance.
CNC Milling
CNC milling is used for wrench flats, cross holes, side ports, internal cavities, and assembly features. For complex designs, 4-axis or 5-axis machining may be required.
Step 3: Machining Critical O-Ring Grooves
The O-ring is often the main sealing element inside a liquid cooling connector. However, the O-ring can only work correctly when the groove is machined accurately.
Critical O-Ring Groove Dimensions
- Groove depth
- Groove width
- Groove diameter
- Corner radius
- Surface finish
If the groove is too shallow, the O-ring may be over-compressed. If the groove is too deep, the O-ring may not create enough sealing pressure. For many liquid cooling connectors, groove tolerances are controlled within ±0.02 mm or tighter depending on the design.
Step 4: Controlling Surface Finish
Surface finish directly affects sealing reliability. Even if the dimensions are correct, scratches, tool marks, or rough surfaces may create leakage paths.
Critical areas include O-ring contact surfaces, face seals, thread sealing zones, and valve seats. For many applications, sealing areas require Ra 0.8–1.6 μm, while more demanding designs may require finer finishes.
How Manufacturers Improve Surface Finish
- Use sharp cutting tools and stable machining parameters.
- Apply fine finishing passes on sealing surfaces.
- Use boring, reaming, or polishing when required.
- Protect sealing surfaces during handling and packaging.

Step 5: Thread Manufacturing and Inspection
Liquid cooling connectors often use threaded interfaces such as BSPP, BSPT, NPT, G threads, or metric threads. Thread quality affects installation, sealing, and service life.
Poor thread machining may cause leakage, difficult assembly, or premature wear. For this reason, thread inspection is a necessary part of connector production.
Common Thread Control Methods
- Precision thread turning
- Thread milling for selected designs
- Go/No-Go gauge inspection
- Thread profile inspection when required
- Burr removal at thread starts and exits
Step 6: Deburring and Cleaning
Small burrs or metal particles inside a connector can cause serious problems in liquid cooling systems. They may block coolant channels, damage pumps, or contaminate the cooling loop.
After machining, connectors usually require deburring, cleaning, and careful inspection before assembly or shipment.
Deburring
Cross holes, internal bores, threads, and sealing edges are checked carefully. Burrs must be removed without damaging sealing features.
Cleaning
Cleaning may include ultrasonic cleaning, high-pressure flushing, drying, and clean packaging to reduce particle contamination.
Step 7: Surface Treatment
Surface treatment can improve corrosion resistance, appearance, and service life. However, it must be controlled carefully because coating thickness may affect sealing dimensions.
Common Surface Finishes
- Anodizing: commonly used for aluminum connectors.
- Electroless nickel plating: provides uniform coating and corrosion protection.
- Passivation: used for stainless steel parts to improve corrosion resistance.
- Polishing: used when better sealing or appearance is required.
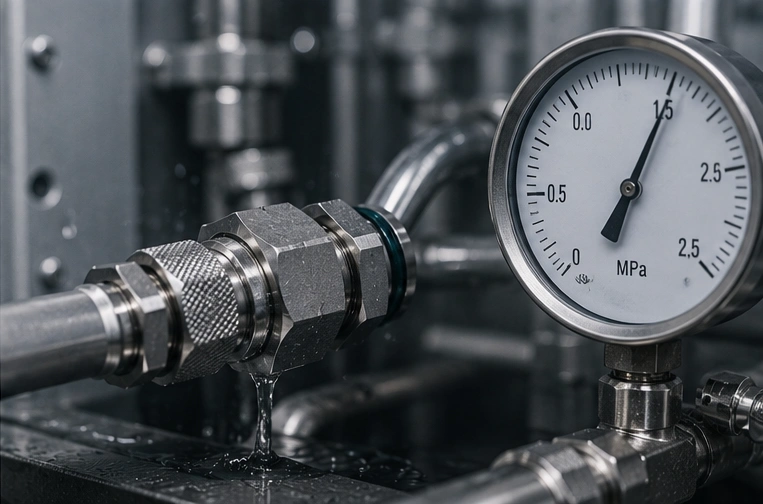
Step 8: Leak Testing and Quality Inspection
Before shipment, high-quality liquid cooling connectors should go through dimensional inspection and, when required, pressure or leak testing.
Dimensional Inspection
- Calipers and micrometers
- Thread gauges
- Optical measurement
- CMM inspection for critical features
Leak Testing
- Air pressure testing
- Water pressure testing
- Helium leak testing for critical applications
- Customer-specific test requirements
Common Manufacturing Challenges
Manufacturing leak-proof liquid cooling connectors is challenging because sealing performance depends on many small details. A connector may look simple from the outside, but its reliability is built into every groove, thread, bore, and surface.
- Maintaining tight O-ring groove tolerances
- Controlling thread accuracy and surface quality
- Removing burrs from internal passages
- Preventing scratches on sealing surfaces
- Keeping parts clean before assembly
- Maintaining consistency from prototype to production
How CNCTAL Manufactures Liquid Cooling Connectors
At CNCTAL, we manufacture custom CNC machined liquid cooling components for industrial cooling, AI cooling, and data center applications.
Our capabilities include CNC turning, CNC milling, 4-axis and 5-axis machining, O-ring groove machining, precision thread manufacturing, aluminum machining, brass machining, stainless steel machining, dimensional inspection, and clean packaging.
From prototype development to production volumes, we help customers manufacture reliable liquid cooling connectors with consistent quality and sealing performance.
Conclusion
Leak-proof liquid cooling connectors are manufactured through a combination of good design, suitable materials, precision CNC machining, controlled surface finish, accurate thread inspection, proper deburring, cleaning, and leak testing.
As AI servers and data center cooling systems continue to grow, reliable liquid cooling connectors will become even more important. CNC machining remains one of the most effective manufacturing methods for producing these high-precision cooling components.
Need Custom Leak-Proof Liquid Cooling Connectors?
Send us your 3D files, 2D drawings, material requirements, surface finish, quantity, and testing requirements. CNCTAL engineers will review your project and provide feedback within 24 hours.
FAQ: Leak-Proof Liquid Cooling Connector Manufacturing
What makes a liquid cooling connector leak-proof?
A leak-proof connector depends on accurate O-ring grooves, smooth sealing surfaces, correct thread machining, proper material selection, and reliable inspection or pressure testing.
What materials are best for liquid cooling connectors?
Aluminum 6061, brass, stainless steel 304, and stainless steel 316L are common choices. The best material depends on coolant type, pressure, corrosion resistance, and weight requirements.
Why are O-ring grooves important?
O-ring grooves control how the seal is compressed. If the groove is too shallow or too deep, the connector may leak or fail during long-term operation.
Can CNCTAL make custom liquid cooling connectors?
Yes. CNCTAL provides custom CNC machining for liquid cooling connectors, fittings, manifolds, cold plate components, and other AI cooling hardware based on customer drawings or 3D files.